
Agitator and Mixer Shaft Rebuilding
Worn agitator shaft seal area and journals rebuilt cold and the wetted length coated, without scrapping the shaft for a new forging.
What was failing
A tank agitator shaft wears where it matters most. The seal area grooves under the packing or mechanical seal, the bearing journals lose their fit, and the wetted length pits where the process fluid attacks the steel. Once the seal area is worn the shaft no longer runs true, the seal leaks, and worn journals let the bearings sit loose and out of square. The plant is then looking at a new forging on a long lead time, with the mixer down and the vessel idle while it waits.

How AAS approaches it
We take the shaft into the shop and look at the worn zones before we touch it. We blast the worn seal area, the journals, and the pitted wetted length back to clean, profiled metal so the repair bonds. Then we rebuild the seal area and the journals cold with a machinable composite that we turn back to the original diameter on the lathe, so the shaft runs true through the seal and carries the bearings square. We dress the wetted length to a smooth profile and coat it against the process fluid, so the steel resists the chemistry that thinned it the first time. The shaft goes back the same shaft, repaired and protected, not replaced.
Assess the shaft
We inspect the seal area, the bearing journals, and the wetted length to map the wear and pitting and confirm the process fluid so the coating is keyed correctly.
Blast to clean metal
We grit-blast the worn zones to clean, profiled steel so both the composite and the coating bond to bare metal.
Rebuild cold with machinable composite
We rebuild the seal area and the journals with a machinable composite, with no heat input to distort the shaft.
Machine and coat
We turn the rebuilt areas back to the original diameter on the lathe, then dress and coat the wetted length against the process fluid.
Return to service
We check the dimensions and the finish and turn the shaft back over so it runs true, carries the bearings square, and resists the chemistry that thinned it.
The result
From the job
Repair and protection work of this kind, performed by AAS crews across Louisiana.
Capabilities used here
Where this work happens
Other projects

Storage Tank Floor Reclamation
Corroded aboveground tank floor rebuilt and lined back to immersion service without cutting out plate.
View project
Centrifugal Pump Rebuild & Efficiency Restoration
Cold-rebuilding an eroded pump casing and lining it to restore clearances, no new casting required.
View project
Live Pipe Leak Seal & Composite Wrap
Live leak sealed and a degraded process line reinforced with an engineered composite wrap, no welding and often no shutdown.
View project
Wastewater Clarifier & Concrete Structure Relining
Spalled, rebar-exposed concrete clarifier rebuilt and relined for continued immersion service.
View project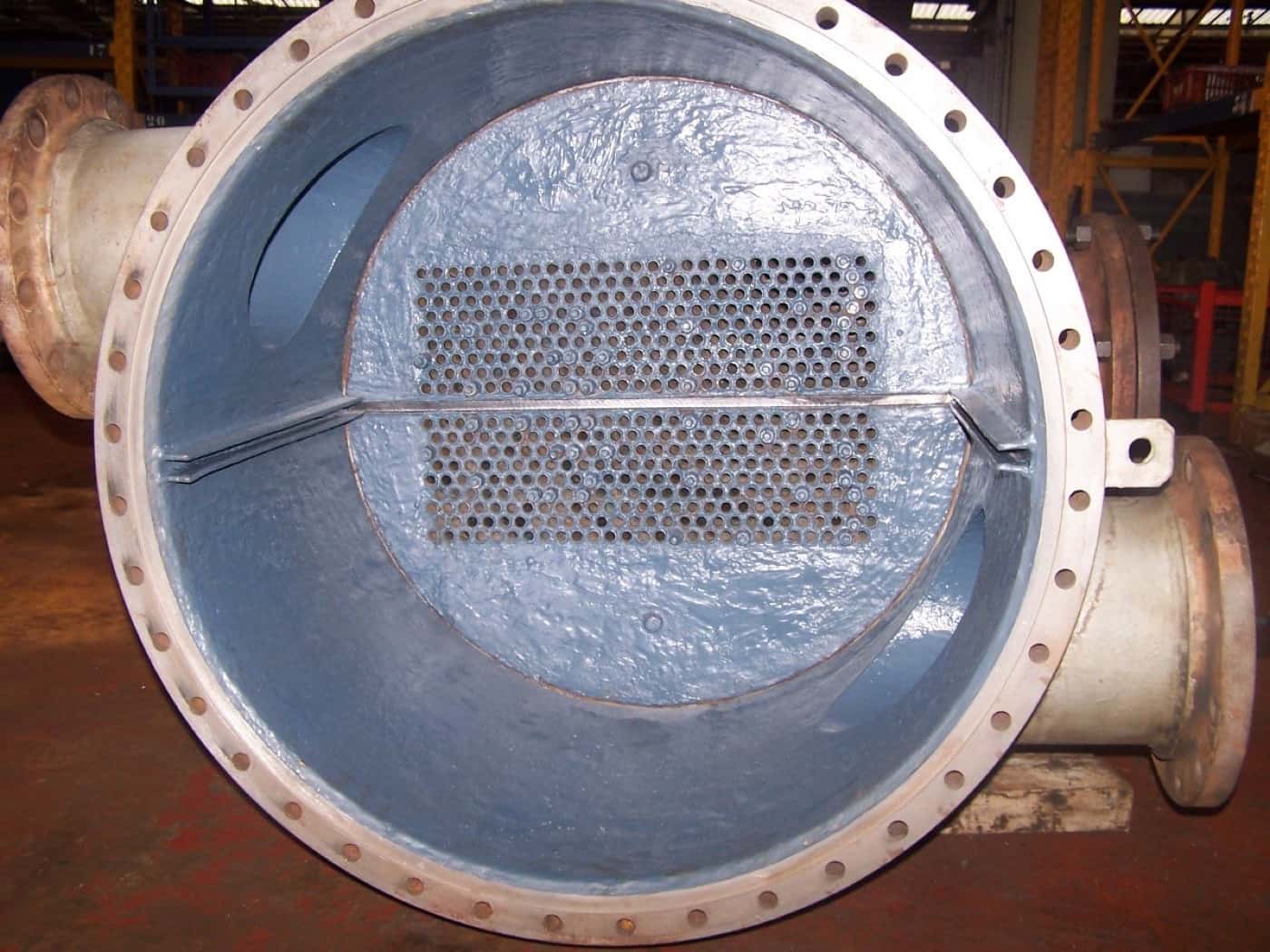
Heat Exchanger Water Box Protection
Blasting, metal rebuild, and a barrier coating restore a corroded exchanger water box and tube sheet in cooling-water service.
View projectHave equipment that needs to stay in service?
Tell us what is failing. We respond quickly, and we offer 24-hour on-call service.