
Metal Repair & Rebuilding
Worn, corroded, and damaged metal rebuilt to working dimensions in place, without replacement lead times.
What Metal Repair involves
A worn pump casing, a scored shaft, a leaking flange face, a pitted vessel wall: each one can pull a unit out of service and put a maintenance buyer at the mercy of OEM lead times. Welding is rarely the easy answer. On code-stamped vessels and pressure equipment it triggers re-stamping, stress relief, and thermal distortion that can cost more than the original defect, and on slender rotors the heat does its own damage. AAS rebuilds worn, corroded, and damaged metal back to working dimensions in place, cold, without hot work or the permits that come with it. We are factory-trained and factory-certified Belzona applicators based in Baton Rouge, with a long field record, a strong safety record, and 24-hour on-call service across Louisiana. The work happens in your outage window or in our climate-controlled shop, and most repairs leave a machinable surface so the crew can finish to spec on site.

Rotating equipment: pumps, shafts, bearings, and gearboxes
Rotating gear fails at the surfaces that carry the load. Erosion-corrosion and cavitation reshape impeller vanes and casing profiles, pulling a pump off its head curve and cutting efficiency. AAS rebuilds the vane geometry and casing wear areas, then applies a smooth coating to restore the hydraulic profile, so efficiency returns with no rebalancing for weld heat. On shafts, keyway hammering and journal scoring leave the press-fit oversized and the journal undersized for its sleeve. We rebuild journals and keyways cold, then machine back to the specified diameter, with no arc-weld distortion on a slender rotor.
Bearing bores, bushing seats, and vibration-loosened housings shift the rotating axis and shorten coupling and seal life. AAS rebuilds the bore and retainer surfaces and re-chocks the housing to alignment, so the bearing seats to spec without OEM shop rework. Compressor, engine, and gearbox housings carry the same story at their bearing bores and split lines. Bore wear, split-line distortion, and oil-leak paths at the gasket faces retire a housing before the internals are spent. We rebuild bores and split lines cold and machine them flat, and the housing returns to service inside the same outage rather than the OEM lead time. Supporting Belzona 1000 Series metal composites carry the load through these rebuilds.
Sealing surfaces and pressure boundaries
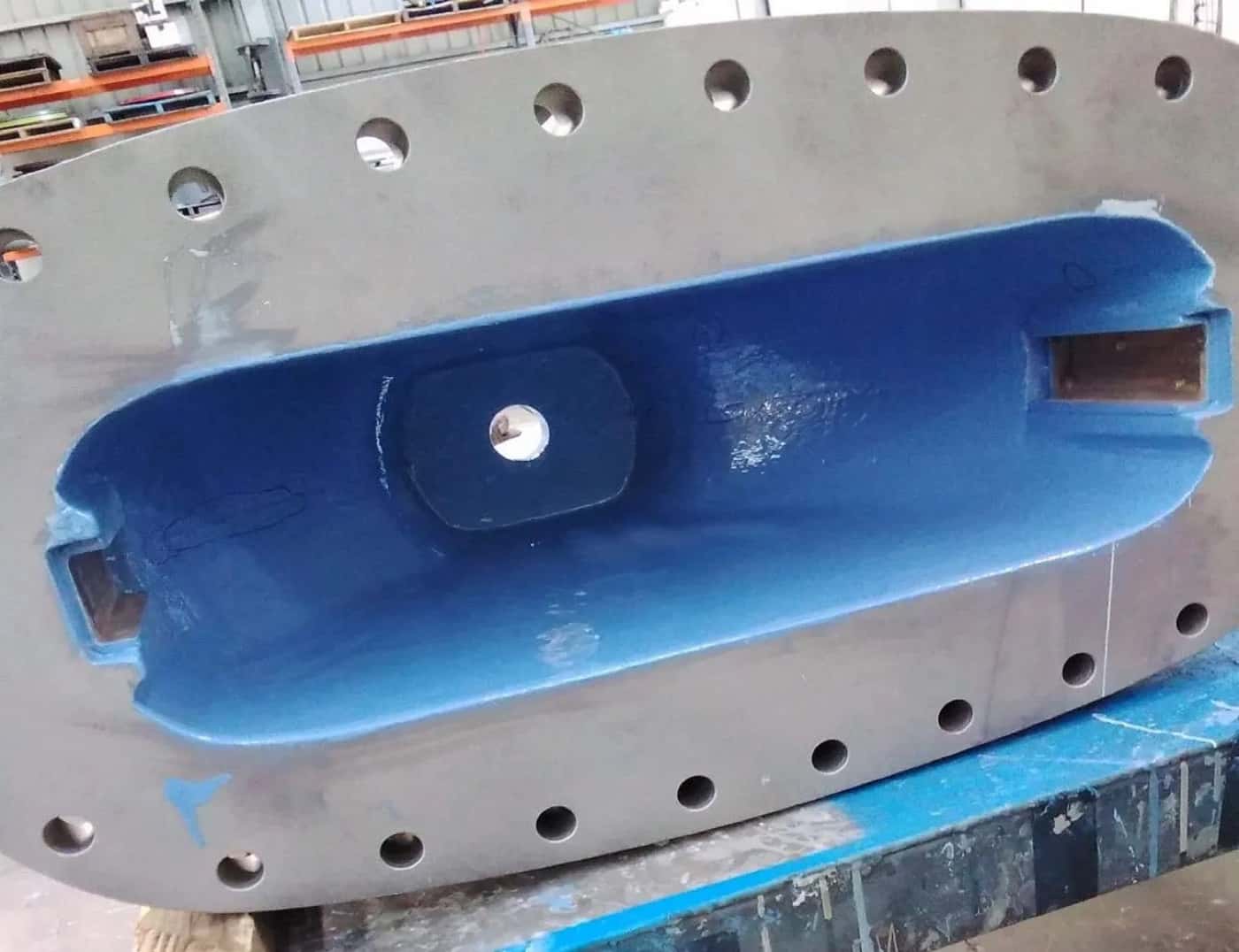
Flange faces and vessel walls are where small defects become leaks. Heat cycling, gasket-witness machining, and dropped tools deform flange faces and corrode nozzle sleeves, and the line leaks and stays out of service. AAS rebuilds the face against the mating flange using a release agent, so the repaired surface mirrors the mating flange exactly and the spool stays in the line. On heat exchangers, dissimilar tube metals set up galvanic corrosion at the tube sheet and water box, attacking the steel around each tube end. We rebuild and electrically isolate the joint with ceramic-filled epoxies inside the turnaround window, with no hot work, and the bundle returns to service quickly.
Cracks, holes, and general metal loss on pressure equipment are where welding hurts most. On separators and code-stamped vessels, AAS cold-bonds the structural repair and machines it back to dimension, and the fix qualifies as a non-welded repair under the relevant inspection codes such as ASME PCC-2 and ISO 24817. Where corrosion, erosion, or pitting has wasted a surface toward a code-trigger thickness, we rebuild it with cold-cure metal composites and machine to the original tolerance, leaving no heat-affected zone. Valve bodies get the same treatment: eroded body cavities and bonnet faces rebuilt cold, then overcoated with an erosion-resistant layer, so the valve is restored without cutting it out for welding.
Rebuilding, bonding, and casting in place
Not every repair starts from a known part. Catalog replacements rarely match the dimension a worn assembly actually needs, and welding to join or fabricate metal introduces its own distortion. AAS bonds metal to metal cold and casts replacement parts, gasket seals, and support pads directly against the actual mating surface, with no molds and no hot work. The same approach restores rotating equipment efficiency where flow-induced metal loss has exposed fresh steel for the process chemistry to attack. We rebuild the worn surface and overcoat it with an erosion-corrosion-resistant layer, so pumps, fans, and turbines recommission on their design curve during the same outage.
What the buyer gets back
Every one of these repairs is built around the same outcome. The unit goes back in service without the cost and schedule of replacement or welding. No hot-work permit, no stress relief on a code-stamped vessel, no heat distortion on a slender shaft, and no waiting on an OEM casting. Pumps and rotating gear return to their rated efficiency, sealing surfaces hold, and pressure boundaries pass inspection as non-welded repairs.
The practical payoff is downtime avoided and asset life extended. A housing, bundle, or spool that would otherwise sit idle through a lead time is back online inside the existing outage, often the same shift the crew finishes machining. With 24-hour on-call coverage across Louisiana and a climate-controlled shop for components that come to us, AAS keeps the repair on your schedule, not the supply chain's. Louisiana refiners, petrochemical producers, and marine operators use this to defer capital replacement and keep equipment in service well past the point a corroded surface would normally retire it.
Identify, engineer, and provide the fix
AAS works cold-applied: no hot work and no hot-work permits to remove or install. Most repairs happen in service or on a planned turnaround, without the permitting burden and downtime that hot work brings.
Identify
We are on call 24 hours and work with your engineering team to identify the problem and what is driving it.
Engineer the solution
We develop the repair, both engineered and non-engineered solutions, matched to the conditions the asset actually sees.
Provide products and services
We deliver what it takes to solve it: factory-trained, NACE-certified applicator support and turnkey services as requested, in-house, in the field, and in a controlled shop environment through Advanced Applications Specialists.
Applications in Metal Repair

Compressor, engine and gearbox casing repair
Bearing-bore wear, split-line distortion and oil-leak paths at gasket faces retire compressor, engine and gearbox housings before the internals wear out.

Crack and hole repair on casings and equipment
Welding on pressure separators and code-stamped vessels triggers re-stamping, stress relief and thermal distortion that can cost more than the defect.

General metal-loss rebuilding composites
Metal loss from corrosion, erosion or pitting retires equipment once it reaches a code-trigger thickness, and weld build-up adds heat distortion.
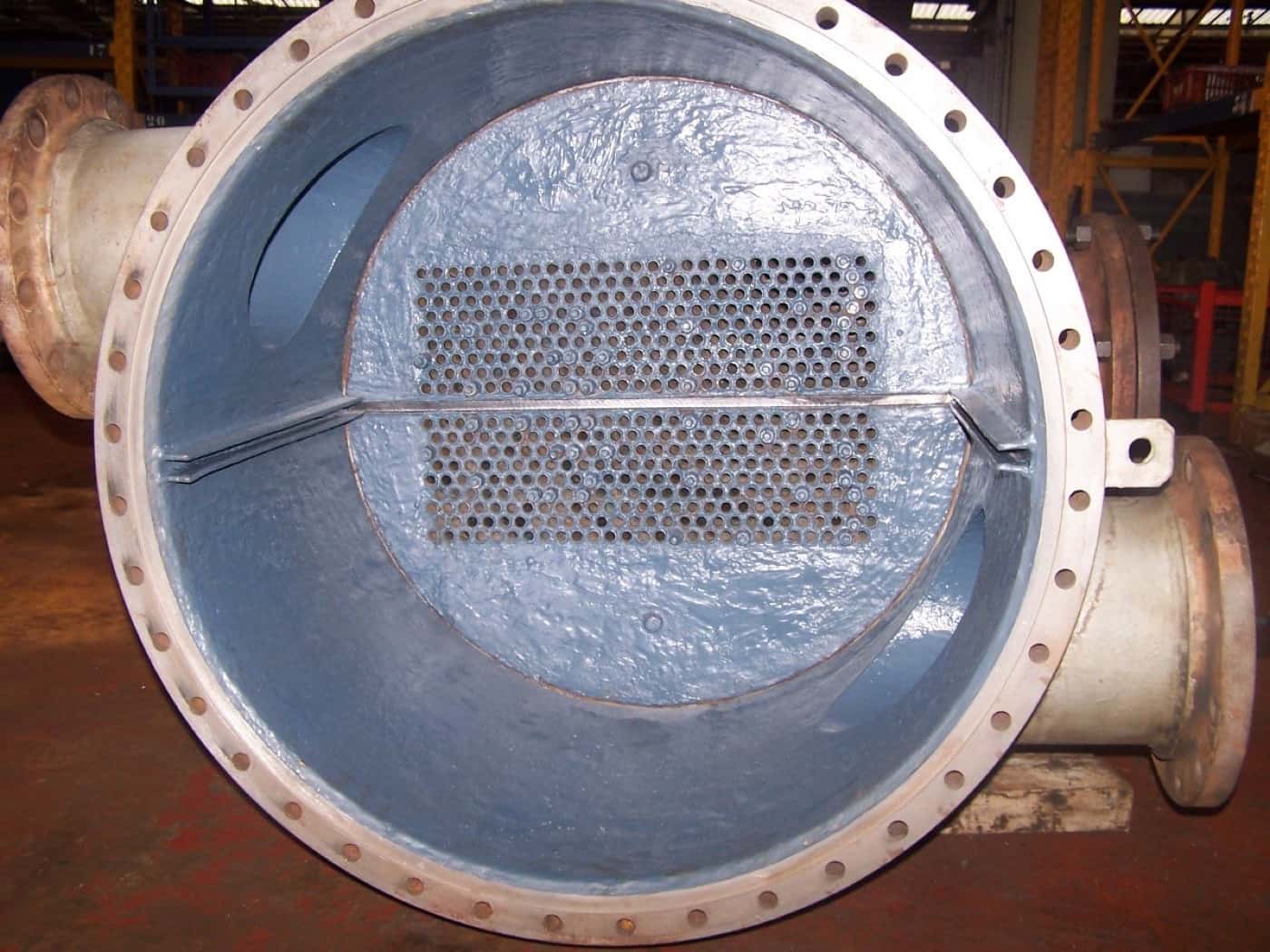
Heat exchanger, tube sheet and water box repair
Dissimilar tube metals set up galvanic corrosion at the tube sheet and water box, attacking the steel around each tube end and opening leak paths.

On-site flange face and nozzle insert repair
Heat cycling, gasket-witness machining and dropped tools deform flange faces and corrode nozzle sleeves, so the line leaks and stays out of service.

Plain bearing, bushing and bearing-housing repair
Worn bearing bores, fretted bushing seats and vibration-loosened housings shift the rotating axis and shorten coupling and seal life.

Pump impeller and casing rebuilding
Erosion-corrosion and cavitation reshape impeller vanes and casing profiles, pulling the pump off its head curve and cutting efficiency.

Rotating equipment repair and efficiency restoration
Flow-induced metal loss exposes fresh steel that the process chemistry then attacks, dropping the efficiency of pumps, fans and turbines.
Structural metal bonding and component casting
Welding to join or fabricate metal components introduces heat distortion, and catalog parts rarely match the dimension a worn assembly actually needs.
Valve body restoration
Body erosion at the flow path, seat-and-stem wear and gasket-face corrosion retire valves before the trim or actuator fails.

Worn shaft, journal and keyway rebuilding
Keyway hammering, journal scoring and worn shaft seats leave the press-fit oversized and the journal undersized for its sleeve.
Typically applied with 1000 Series, Structural adhesives Belzona systems, matched to the service conditions.
What this does for your facility
Industries where this is commonly used
Related capabilities
Have equipment that needs to stay in service?
Tell us what is failing. We respond quickly, and we offer 24-hour on-call service.